此综合解决方案通过结合双色红外测温仪和高温短波热像仪的优势,既能实现激光焊接过程中精确的点温测量,又能够实时监控熔池温度场的动态分布。通过PID控制系统的自动调节,能够确保焊接过程中的温度稳定性。此方案不仅能提高焊接质量,还能为工业生产中的高精度温控提供可靠保障。
根据激光焊接熔池温度测量的难点和挑战,结合上述两种方案,我们可以整合一个更为全面和高效的解决方案,以应对激光焊接过程中的温度测量难题。
挑战回顾:
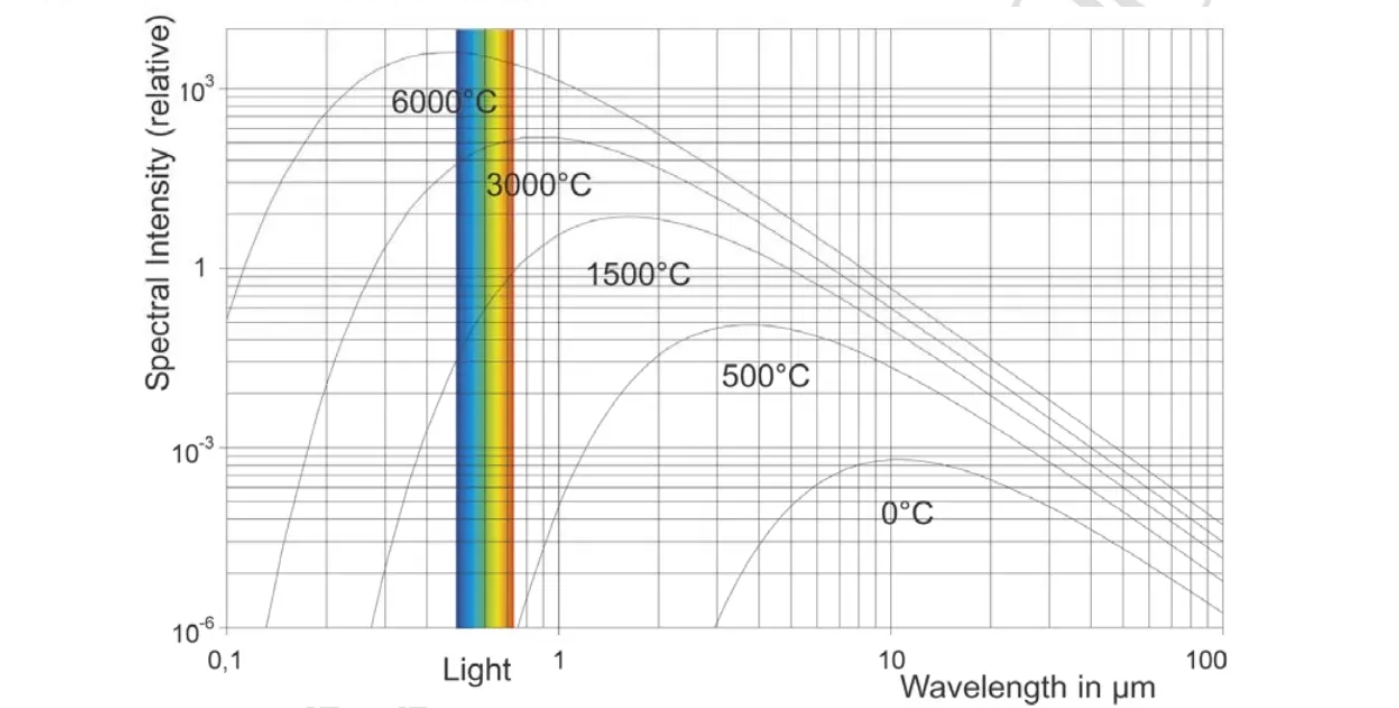
长波热像仪无法适应高温焊接要求:常见的长波热像仪(8-14μm)主要应用于低温至中温的测量,对于温度高达2000℃甚至更高的激光焊接熔池无法有效测量。
激光干扰问题:激光焊接过程中,激光的强大功率可能与短波热像仪的测量波段重合,造成激光干扰,影响温度测量的准确性。
密闭腔室中的测量问题:焊接通常在密闭腔室内进行,热像仪必须通过视窗来测量,长波热像仪无法透过石英等材质的视窗,导致测量不准确。
高数据量处理要求:高像素、快速帧频的热像仪在焊接过程中生成大量数据,需要高配置的计算机和专业软件来处理。
综合解决方案:
为了解决上述问题,建议结合双色红外测温仪与高温短波热像仪两者的优点,构建一个精确且高效的激光焊接温度场测量系统。


双色红外测温仪与PID控制系统结合
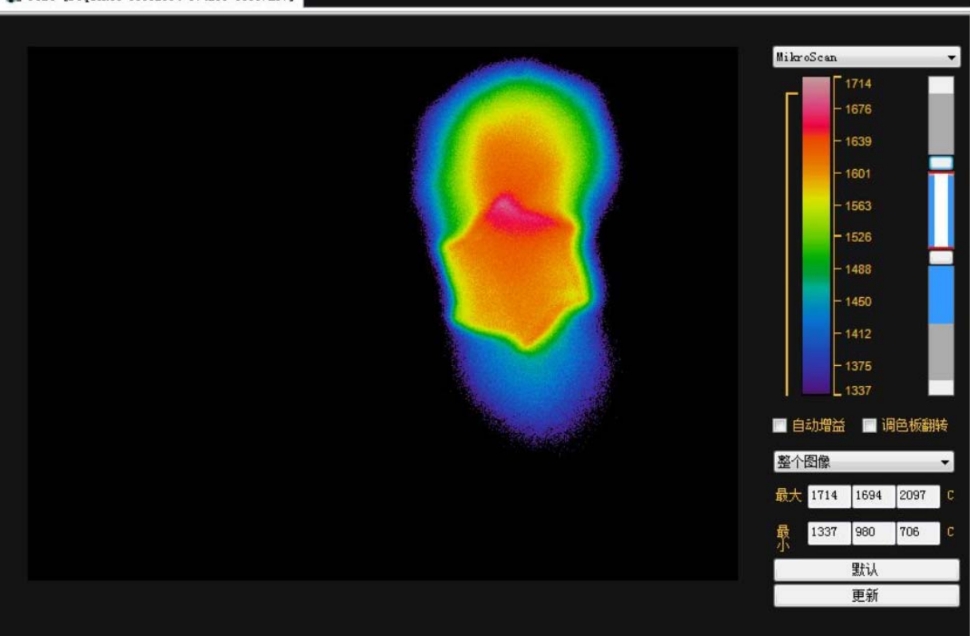
2. 高温短波热像仪监控熔池温度场分布
3. 数据处理与分析软件支持
LumaSpec R/T热像仪软件:提供实时图像采集、温度分布分析、历史数据回放等功能,帮助用户全面了解熔池的温度场。
Analyzer软件版本:提供在线实时数据采集与处理功能,支持温度分布、温度均值、最高最低温等分析,能够处理大批量的实时数据。
报警与控制系统:为每个ROI设置温度阈值,达到设定的温度报警范围时,系统自动发出报警信号,并记录相关数据,便于后期分析。
4. 系统集成与反馈控制
通过将IGAR 12-LO双色红外测温仪与MCS640高温热像仪结合,并通过PID控制器实现激光功率的自动调整,可以形成一个闭环温控系统。该系统将能够实时测量焊接过程中熔池的温度,自动调节激光功率以保持温度稳定,确保焊接质量。结合高温热像仪对温度场的监控和双色红外测温仪的精确点温测量,可以全面解决激光焊接熔池温度场测量中的挑战。
此综合解决方案通过结合双色红外测温仪和高温短波热像仪的优势,既能实现激光焊接过程中精确的点温测量,又能够实时监控熔池温度场的动态分布。通过PID控制系统的自动调节,能够确保焊接过程中的温度稳定性。此方案不仅能提高焊接质量,还能为工业生产中的高精度温控提供可靠保障。






