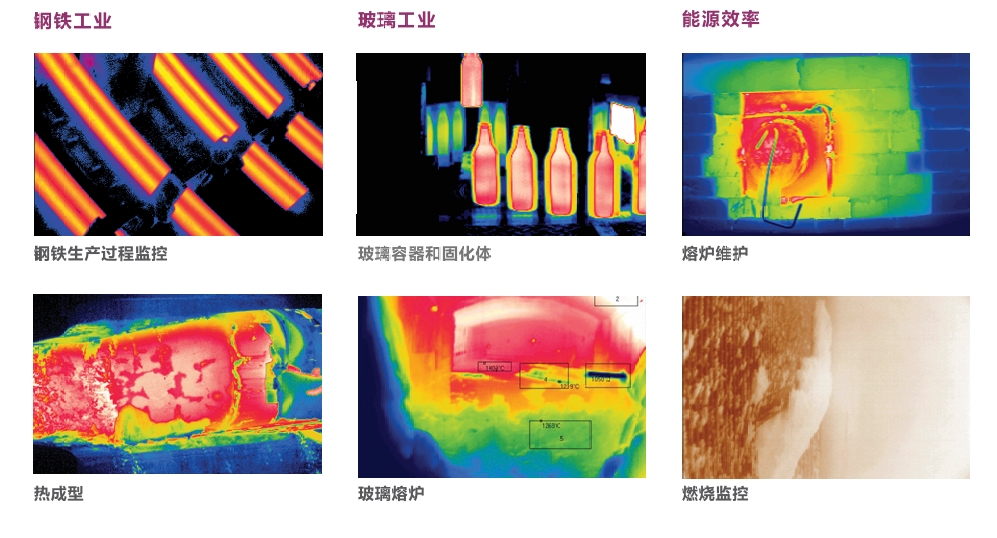
焊接技术在现代制造业中至关重要,广泛应用于多个领域。红外测温和热像技术为焊接过程中的温度监测提供了高效、非接触式的解决方案。然而,焊接环境中的火焰干扰、飞溅破坏和波长冲突等问题需要解决。通过使用短波红外测温仪、加装石英玻璃保护支架和波长抑制滤镜,可以有效应对这些挑战。测温仪器具有广泛的测温范围、多样的测温模式和快速响应时间,适用于不同焊接材料和工艺。这些技术已成为焊接过程中不可或缺的工具,确保了焊接质量的精准控制。
焊接技术是现代制造业的重要基础,广泛应用于机械制造、造船、建筑、电力设备、航空航天等领域。在焊接过程中,温度的精准控制是保障焊接质量的关键。红外测温和热像技术为焊接过程中的温度监测提供了高效、非接触式的解决方案。然而,焊接环境中存在一些挑战需要解决。
编辑搜图
焊接中的典型难题
火焰干扰
焊接过程中,火焰通常覆盖熔池或焊接点。虽然火焰本身的温度难以精确测量,但红外热像仪可以清晰显示火焰的热像图,并穿透火焰,监测熔池或焊点温度。
飞溅破坏
电流过大时,焊接母材会产生金属飞溅,可能损伤红外测温仪或热像仪镜头。解决方案是使用短波红外测温仪并在镜头前加装石英玻璃保护支架,有效抵御飞溅的影响。
波长冲突
在高能束焊接(如激光焊、电弧焊、3D打印)中,焊接光源的波长可能与红外测量波长产生干扰。通过为短波红外测温仪或热像仪增加波长抑制滤镜,可以有效过滤干扰光源,实现准确测温。
推荐解决方案
编辑搜图
测温仪器特点:
测温范围: 标准型号:500℃-2200℃;定制型号:600℃-3300℃
光谱波段: λ1:1.52 μm / λ2:1.68 μm 或 λ1:1.28 μm / λ2:1.65 μm
(可选滤镜:920-1100 nm 波段抑制)
测温模式: 双色测温、单色测温、金属测温(适合不同材质和场景)
输出模式: 模拟输出(0-20 mA 或 4-20 mA,负载电阻 0-500 Ω)
数字接口(RS232 或 RS485,半双工)
精度与重复性:
响应时间: 快至 2 ms,可设置范围 0.01s-10s
技术优势与应用场景
精确测温: 双色测温模式在复杂环境中依然可靠,适应火焰干扰与波长冲突。
高效保护: 石英玻璃防护设计,延长设备使用寿命。
快速响应: 2 ms 响应时间,适应动态焊接工况。
多模式兼容: 单色、双色、金属测温模式可切换,适应不同焊接材料和工艺。
应用案例:
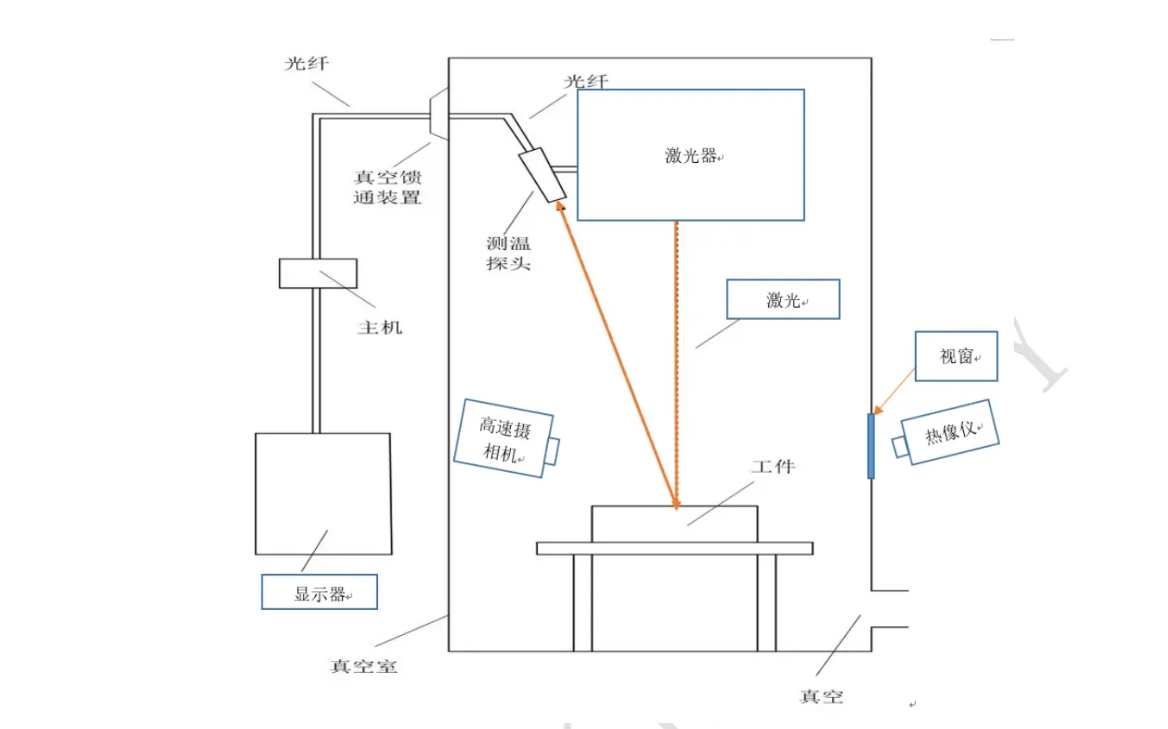
激光焊接温度监控
高精度熔池温度测量
3D打印过程的温度管理
总结
焊接技术对温度控制的要求越来越高,而非接触式红外测温仪与热像仪则提供了高效、可靠的解决方案。通过解决火焰干扰、飞溅破坏和波长冲突等问题,这些技术已成为焊接过程中不可或缺的工具。
如需了解更多或定制适合您工艺需求的红外测温解决方案,欢迎联系我们!





